
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerOutils MX (Recalibreur de collets)
TIR et COLLECTION Armes Règlementaires :: Le rechargement :: Poudres, presses, outils, composants et techniques de rechargement
Page 2 sur 2 •  1, 2
1, 2
Etat d'avancement du projet
Verchère Ven 1 Nov 2013 - 4:58
Amateurs de simplicité, passez votre chemin...
Le projet roupillait sur TCAR, mais pas à l'atelier !
Mené au gré des besoins plutôt que par ordre logique, il a avancé sur 2 points ; mais les résultats ne seront publiés ici qu'après conclusion des tests en cours...
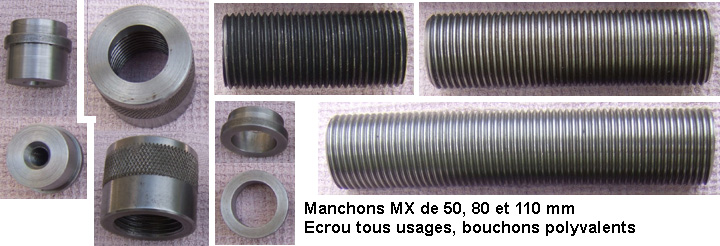
Manchons : le profil définitif et les tolérances du manchon MX sont fixés, ainsi que ses accessoires polyvalents. Les recherches portent encore sur le mode d'usinage : deux façons ont été testées (manchons 01-02-03, puis 04-05). Une troisième va y être comparée (manchons 06 à 09).
Il s'agit de définir des processus satisfaisants pouvant être suggérés au "garagiste du coin", réalisables sans outils trop spéciaux, afin de limiter le coût de production unitaire.
En effet :
- la fabrication industrielle du manchon MX a été jugée irréaliste par une entreprise de décolletage (trop coûteux pour une micro-série, vu les tolérances exigées). Par contre, une précision suffisante a été obtenue sur 3 vieux tours à métaux (le plus récent datant de 1947),
- on ne peut guère compter sur la disponibilité de manchons LYNX,
- si les manchons d'outils LEE (Crimp-Die et Collet-Die) peuvent satisfaire à quelques usages, c'est au prix de certaines limitations ou complexités supplémentaires des outils,
- toutefois, si le manchon MX est à la fois plus souple d'emploi et plus facile à fabriquer que les manchons existants, une adaptation des outils MX sera prévue pour les manchons LYNX, LEE, et le DUO de notre ami BRX ; dans la mesure du possible bien sûr...
Sertisseur radial : l'objectif a été tenu, d'en rendre la fabrication "relativement" aisée sur un tour ordinaire, tout en respectant les conditions suivantes :
- qualité de sertissage égale ou supérieure au Crimp-Die LEE (à mon avis supérieure),
- diminution des efforts parasites de frottement, pour améliorer le contrôle de l'effort,
- sertissage avec introduction indifférement "par dessous" ou "par dessus",
- polyvalence des pinces pour toutes les munitions de même calibre, par séparation de l'outil en 2 parties (pince de sertissage et entretoise de longueur),
- polyvalence de ces entretoises pour toutes les munitions de même longueur, en uniformisant les cotes des pinces (ce qui est la partie la plus difficile de l'usinage).

Reste à étudier la longueur effective de sertissage (définie par l'entretoise de longueur), car les 1.27 mm annoncés par LEE semblent très excessifs. Des essais à l'arrache-balles dynamométrique sont en préparation, sur balles à gorge ou sans gorge, avec diverses forces de sertissage.
Si quelqu'un a déjà une expérience là dessus, ce serait sympa d'en causer...
Verchère- Pilier du forum

- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -

Re: Outils MX (Recalibreur de collets)
deGuers Ven 1 Nov 2013 - 11:39
Vite la suite .
M'irait bien pour du .38-90 WCF ou du 8x60R Kropatschek ...
deGuers- Pilier du forum
- Nombre de messages : 4592
Age : 71
Localisation : sous les tropiques ...
Date d'inscription : 23/12/2010
Re: Outils MX (Recalibreur de collets)
Verchère Sam 2 Nov 2013 - 6:32
Encore bien plus qu'il n'y paraît. On m'a fait remarquer que j'abordais cela comme si je comptais les commercialiser en grande série ; ce n'est nullement le cas ! C'est d'ailleurs ça qui est amusant...deGuers a écrit:Tudieu ! Il y a de la recherche là ...
Pour ceux qui seraient effarés par l'alignement d'innombrables petites pièces, je préciserai que c'est là que réside le concept du système, qui pousse au maximum ce qu'avait tenté Lynx (sans aucun succès d'ailleurs). La logique s'oppose à l'usuel "je veux recharger le calibre X, alors j'achète la boîte contenant tout ce qui est nécessaire à un débutant", par le fait qu'on n'acquiert que les éléments spécifiques à ce calibre, et seulement si on ne les a pas déjà.
Voyez par exemple les jeux standard à 3 outils, pour cartouches droites : vous achetez je ne sais combien de fois un manchon d'expandeur identique aux précédents ; seule l'olive change.
En plus, je considère comme indispensable de tout réaliser moi-même, ou exceptionnellement par un copain possédant un tour à métaux à peine moins archaïque que le mien. Mais il s'agit toujours de matériels nettement moins performants que ceux d'un garagiste agricole des années 60, ce qui impose des formes simples à fabriquer. N'empêche que ne voulant pas répéter X fois le même usinage délicat, j'essaie d'assurer à chaque élément la plus grande polyvalence.
Mon atelier idéal ne serait donc pas un alignement de boîtes étiquetées par calibre, mais une série de casiers contenant chacun un assortiment de pinces, d'entretoises, d'olives d'expandage, de recalibreurs de corps, recalibreurs d'épaulement-collet, etc. Avec un carnet indiquant pour chaque calibre "pince n° xx, entretoise n° xx, olive n° xx, etc.".
Ce carnet, il le faut de toutes façons pour les charges de poudre et les poids de balle, non ?
Ainsi, pour recharger un nouveau calibre, je pourrais n'avoir à ajouter que 3 ou 4 éléments...
On en recausera, mais il faut déjà que j'affine les tests. Et que tu te procures un manchon (Lynx à la rigueur), car le copain qui me les usine ne va pas m'en faire 50 gratos. Parce-que mon tour ne filete pas en pouces, et s'il fallait payer... Cela fait même partie de ce qui reste à évaluer, car comme on essaie chaque fois une approche différente on n'a pas encore quantifié le temps-machine.deGuers a écrit:M'irait bien pour du .38-90 WCF ou du 8x60R Kropatschek ...
Bien sûr, même si cela ne semble pas passionner les foules... Enfin, un retour de quelques avis techniques ou expériences ne serait pas malvenu...deGuers a écrit:Vite la suite ...
La suite, en fait elle suit. A propos de la polyvalence des éléments, d'ailleurs.
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Recalibreur de collets
Verchère Sam 2 Nov 2013 - 7:03
Quelles sont les différences ?
- la pince du Collet-Die serre tout le collet, au lieu de +- 1 mm au bout,
- une tige calibrée est placée au milieu,
- et ... c'est tout !
Alors ?
- une pince à portée de serrage plus longue,
- un dispositif pour soutenir la tige, suspendue en haut de la bague conique.
En pratique :
- la pince peut subir un effort important, nécessitant une portée conique assez longue. Il me semble donc plus judicieux d'élaborer un type spécial, plutôt qu'une pince mixte sertissage-recalibrage,
- pour l'entretoise, par contre, il serait commode d'utiliser la même pour les deux opérations, ce qui imposerait d'uniformiser les cotes des pinces de recalibrage, en les dérivant de celles des pinces de sertissage. Toutefois cela pose un problème, car la longueur de collet varie notablement entre divers calibres de même diamètre !
- la tige calibrée devra être d'un usinage facile ; on peut se simplifier largement la vie en faisant l'impasse sur le désarmorçage, traité séparément. En ce cas il suffira d'une tige assez courte,
- la bague conique devrait être la même pour tous les calibres. Son trou doit donc être assez gros pour laisser passer la tige la plus grosse ; ladite tige étant usinée pour laisser un épaulement de centrage dans la bague. Afin de limiter le temps d'usinage des tiges de petit calibre, on pourra prévoir 2 bagues, à gros trou et à petit trou,
- de toutes façons la tige doit être assez libre dans la bague, car l'objectif du recalibrage de collet est de réduire son diamètre en conservant l'axe existant. Elle doit aussi avoir une certaine liberté en hauteur, car durant la dernière phase du recalibrage le collet commence à serrer : elle doit pouvoir monter en même temps, afin de ne pas devoir glisser dedans. Pour la tenir en position, je trouverai certainement une solution du genre circlip ou épaulement.
EN ANNEXE : si l'on se représente une telle tige, elle ressemble bigrement à un expandeur ! Il serait donc judicieux de prévoir qu'elle soit utilisée comme tel. L'expandeur MX s'y prête : il suffit d'une olive Ø 18 forée d'un trou pour y fixer la tige. Enfin, il suffit ... il y a tout de même 2 ou 3 choses à envisager. Mais il est évident que la même tige ne peut pas servir à la fois de recalibreur de collet et d'expandeur pour la même balle : compte-tenu de l'élasticité du laiton, elle devra être plus petite pour le recalibreur. Alors elle servira pour deux balles différentes, dans l'une ou l'autre fonction...
Ceci posé, le principal problème me semble être la variabilité des collets dans le même diamètre de balle. L'éventuelle nécessité de 2 ou 3 pinces par diamètre (certains calibres ont un collet nettement plus épais que d'autres) est retenue, comme elle le fut pour le sertisseur radial.
Mais la longueur effective de recalibrage est plus inquiétante pour la polyvalence des pinces.
Est-il nécessaire de recalibrer toute la longueur du collet ?
Ou une longueur uniformisée, correspondant au plus court collet de ce diamètre, suffit-elle ?
J'ai déjà eu l'avis d'un rechargeur qui utilise souvent des Collet-Die d'un autre calibre (faute de dispo dans le calibre qui l'intéresse), et qui m'a assuré qu'un recalibrage limité à la longueur d'enfoncement de la balle était très satisfaisant, tant en apparence qu'en fonctionnement et en groupement. Il pense même qu'un bas de collet non recalibré améliore le centrage dans la chambre.
Tous les avis sur ces questions me seraient utiles, y compris l'observation de cartouches satisfaisantes, recalibrées au Collet-Die LEE, avec mesure approximatique de la longueur recalibrée (éventuel raccordement conique non compris).
Car, vous l'aurez compris, l'éventuelle polyvalence avec certains élements du sertisseur radial est à prendre en compte pour la finalisation des essais de celui-ci.
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Outils MX (Recalibreur de collets)
deGuers Sam 2 Nov 2013 - 15:40
- pour ce qui est de recharger à partir de divers éléments mis ensembles : je le fais déjà pour certains calibres pointus ou rares , comme le .44-40 ou le 9 mm Bergmann qui vient d'arriver . En armes d'épaule anciennes , et compte-tenu des divers calibres pas toujours standardisés , en diamètres surtout , c'est une containte souvent rencontrée ( 11 mm Comblain , 11 Gras par exemple ) .
Pour presque chaque calibre j'ai un évaseur maison , souvent deux ( balle plomb-chemisée ) , dont un "M" .
Mais ça demande un peu de bouteille dans le métier , pas vraiment pour un rechargeur lamda ( rien de péjoratif ) qui ne recharge que du calibre balisé SAAMI-CIP .
- pour ce qui concerne le recalibrage partiel du collet : oui , c'est une aide au centrage , mais à une condition , que le logement du collet dans la chambre ( throat ) soit serré . Plutôt pour un canon qualité match ; pour un canon militaire , ce sera selon l'usinage .
La qualité du centrage de la balle dans le collet est plus critique ; la balle guidée par un fourreau , y a pas mieux .
Recuit nécessaire pour un lot , et ne pas mélanger les marques car il y a des épaisseurs de collet différentes . Ce qui joue sur le serrage de la balle ; d'où l'évaseur maison salutaire .
Une empreinte au Cerrosafe est de toute façon de rigueur pour le rechargeur ... rigoureux .
- pour ce qui est du désamorçage séparé : c'est une pratique courante ( Universal Decapping ) pour qui veut nettoyer - vérifier ses logements d'amorce ; donc oui . Le duo c'est l'amorce mise à poste avec l'outil Ram Prime ; enfoncement réglable et précis ; bien sûr ça n'est pas pour les 300 cartouches d'entraînement au TSV , mais là on parle précision ultime .
A suivre ?
deGuers- Pilier du forum
- Nombre de messages : 4592
Age : 71
Localisation : sous les tropiques ...
Date d'inscription : 23/12/2010
Re: Outils MX (Recalibreur de collets)
Verchère Dim 3 Nov 2013 - 7:03
Le choix de l'expandeur-évaseur c'est tout de même pas la mer à boire, même pour un "lambda" : il suffit de mesurer la balle, et de chosir le Ø d'exp. en conséquence. Après, les fioritures, certes... Mais un bon choix "standard", c'est déjà pas mal.
Pour le recalibrage partiel du collet, quelques suggestions de longeur traitée ? Seulement la partie cylindrique de la balle, ou un peu moins, un peu plus ? (c'est pour un sondage).
Le centrage de la balle dans le collet, au siégeage, c'est un autre outil. J'ai maintenant des idées claires à ce sujet, pour un outil qui "devrait" être parfait ... s'il pouvait marcher ! Parce-que trop compliqué (de structure, pas de fabrication, qui est triviale), ça m'étonnerait qu'il fonctionne sans merdouiller régulièrement. Faut que je porte le débat sur la place publique, mais le recalibreur de collet était prioritaire, par ses liens avec le sertisseur radial qui arrive au stade de finalisation.
La régularité d'épaisseur de collet, il faut la traiter par les grands moyens, en l'uniformisant mécaniquement (c'est un outil prévu, mais là c'est pas trivial). Car l'usage d'expandeurs différents ne va pas donner, en fin de compte, une régularité parfaite à l'utilisation. Et forcément des douilles de même provenance (marque et époque), car outre la variabilité d'épaisseur il y a celle de la composition d'alliage (donc d'élasticité). Mais rien que la variabilité d'épaisseur, si elle est sensible au collet on doit aussi craindre le pire sur le volume interne, donc sur le régime de combustion de la poudre.
Le Cerrosafe, je sais pas le fabriquer ; et j'ai retourné le jardin, mais n'en ai pas trouvé. Alors je viens de vérifier mon Mannlicher à la balle plomb forcée (y-a de la galène, chez moi) : vérif utile, car si le moulage (soufre) de la sortie de chambre m'indiquait un canon nettement usé, au milieu il est presque à la cote CIP (ne parlons pas de la bouche, c'est dramatique).
Revenons-en aux outils
Le sertisseur radial représenté 2 messages plus haut utilise une bague conique percée à 13.2, pour laisser passer les plus grosse balles usuelles (le 50 "fort" ; pour du 50 "faible" 13.0 suffirait). Il m'a bien fallu faire un compromis, le manchon de 18 mm étant un peu étroit pour les plus gros calibres.
Je me suis donc limité à ce que je connais de plus gros, le 12.7x44R suédois, du moins en introduction par dessous (en intro par dessus, j'ai prévu une possibilité pour le 577, mais c'est pas testé, et un peu "limite").
Bon, le 50 suédois pourrait aussi bien être serti par dessus, alors je pourrais éventuellement réduire cette bague de 13.2, qui pose problème pour l'usinage des tiges de recalibrage (je ne vais pas développer, mais disons qu'un diamètre de 13.0 ou même un peu moins ferait gagner du temps pour l'ébauche, et je suis feignant).
Donc, quel serait le plus gros calibre "usuel" que le sertisseur radial devrait raisonnablement accepter en introduction "par dessous" ? (sachant que jusqu'à 577 ça passerait "par dessus").
Et quel est le plus gros Ø de balle pour ce calibre ? (elle doit traverser la bague sans la toucher).
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Presentations
Jean Louis Mar 31 Déc 2013 - 10:05

Il faut quand même reconnaitre que faire un tel travail de présentation mise en page etc. relève du travail lourd en plus de la créativité du réalisateur, il faut du temps derrière le clavier.

Pour ma part un très grand merci pour ces partages et vive 2014 ou sont encore pas mal de sujets comme ceux-ci sont dans les cartons !!!

Jean Louis
J'espère et souhaite de tout Cœur que les massacreurs des post ne seront plus sur les forums mais dans les stands de tir, là au moins ils seront avec la vie du tir et plus avec celui qui désire que le message porteur avance dans la joie et bonne humeur ...

Jean Louis- Futur pilier

- Nombre de messages : 965
Age : 72
Localisation : La plus belle ville du Gard
Date d'inscription : 25/07/2010
Re: Outils MX (Recalibreur de collets)
Verchère Mer 1 Jan 2014 - 8:52
D'un autre côté, ça me permet de réviser ce que j'ai autrefois appris en PAO ; quoique le formatage du Forum soit à la fois réducteur et contraignant...Jean Louis a écrit:... Il faut quand même reconnaitre que faire un tel travail de présentation mise en page etc. relève du travail lourd en plus de la créativité du réalisateur, il faut du temps derrière le clavier. ...
Ce que je publie ici ne reflète qu'une partie des bidules alignés dans les boîtes (et qui ne sont pas tous satisfaisants, je l'avoue). Ici cela arrive au cas par cas, dans le désordre, selon l'humeur, le temps disponible, les travaux en cours, le sens du vent...Jean Louis a écrit:... Pour ma part un très grand merci pour ces partages et vive 2014 ou sont encore pas mal de sujets comme ceux-ci sont dans les cartons !!! ...
Rien vu récemment, depuis le "petit scarabée", mais je ne lis pas tous les sujets...Jean Louis a écrit:... J'espère et souhaite de tout Cœur que les massacreurs des post ne seront plus sur les forums mais dans les stands de tir, là au moins ils seront avec la vie du tir et plus avec celui qui désire que le message porteur avance dans la joie et bonne humeur ...
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Outils MX (Recalibreur de collets)
Pocomas Sam 4 Jan 2014 - 19:05
https://www.tircollection.com/t18511-ciblerie-metal-a-540m


Pocomas- Administrateur
- Nombre de messages : 19447
Age : 69
Date d'inscription : 28/12/2008
deGuers- Pilier du forum
- Nombre de messages : 4592
Age : 71
Localisation : sous les tropiques ...
Date d'inscription : 23/12/2010
Recalibreur à bagues coulissantes "CCX"
Verchère Jeu 17 Mar 2016 - 6:08
Ce message était initialement placé en : https://www.tircollection.com/t27352p50-lee-collet-die#390257 , mais il m'y a paru trop digressif.
Le principe du recalibrage de collet par introduction incomplète dans un recalibreur intégral souffre de plusieurs vices mécaniques ; et le système à bushing aussi !
1) L'alignement général de la douille est assujetti à la position du culot, qui n'est contrainte que par le shell-holder. Celui-ci présente forcément un certain jeu fonctionnel (pour engager / dégager les douilles), et doit aussi s'accomoder de tolérances assez larges dans les gorges des douilles. De plus il est monté sur le bélier de la presse, alors sorti presque au maximum, et dont le jeu radial est souvent notable.
2) Le guidage du corps par la partie basse de la matrice est une vue de l'esprit, même si elle est usinée aux formes de la douille : pour guider il faut que ça touche, mais si ça force à peine ça recalibre. Et si ça ne touche pas, ça ne guide pas !
Le contact "pile poil" n'existant pas en mécanique, pour serrer un corps de douille Ø 12 en restant sous la limite élastique il ne faudrait pas dépasser 3/100, voire même 2/100. Or les chambres des diverses armes ont des tolérances bien supérieures, et les douilles elles-mêmes subissent au fil des tirs une augmentation progressive du diamètre (les contraintes réelles étant plus complexes qu'une simple déformation en traction sur la circonférence). En conséquence, si l'outil est dimensionné pour guider les douilles les plus petites, il recalibrera un peu les plus grosses ; lesquelles seront les seules guidées par un outil qui n'en recalibrerait réellement aucune (les autres étant tout de même grossièrement réalignées).
3) Le guidage par toute la partie basse de la matrice est d'ailleurs presque un non-sens : à moins de forcer localement, les tolérances de diamètres et de conicité limiteront le contact à une seule zone, placée à une hauteur imprévisible (et si c'est placé haut, ça centre l'épaulement mais n'aligne pas la douille). En cas de forcements localisés, la promesse du non-recalibrage de corps n'est pas tenue...
4) En plus, même si par miracle la partie basse de la matrice guidait parfaitement la douille sans la recalibrer, les corps étant généralement coniques ce guidage ne serait effectif qu'en fin de mouvement, alors qu'une bonne partie du collet a déjà été recalibrée sur un axe défectueux. Selon la direction du désalignement initial, le réalignement peut imposer que le culot ripe sur le shell-holder, ce à quoi s'opposera (un peu) l'appui provoqué par l'effort de recalibrage. Et dans tous les cas, un réalignement tardif contraindra la partie déjà recalibrée du collet ; si l'amplitude reste dans le domaine élastique il reprendra son faux axe au sortir de l'outil, sinon il sera déformé.
Ces défauts sont-ils de nature à faire rater la cible ? A l'évidence non. Ont-ils même la moindre influence sur les résultats ?
Aucune idée ! Pour le savoir il faudrait mettre au point un meilleur système, et comparer dans des conditions permettant de révéler les éventuelles différences...
Encore faudrait-il savoir si l'optimal est de recalibrer le collet selon l'axe du corps de douille, ou selon l'axe qu'a pris le collet lors du dernier tir ?
Il semblerait évident que ça revient au même, la douille se moulant dans une chambre parfaitement concentrique. Mais la perfection n'étant pas de ce monde, la chambre ne peut-être que "presque concentrique" ; quant à la douille, avec les imperfections du métal, les différences d'épaisseur et les recuits pas forcément uniformes tout autour, on sera loin du moulage parfait !
J'aurais tendance à penser que pour une arme moderne l'axe général de la douille sera plus proche de l'axe du canon, que ne le sera l'axe du collet tiré. Mais pour une arme ancienne (très ancienne) l'axe du collet sera peut-être moins défectueux, le chambrage pouvant laisser à désirer (sur mon RB en 12.7x44R suédois, en amplifiant les défauts la chambre aurait la forme d'une banane de section vaguement ovale et polygonale à la fois, qui serait bien difficile à réaliser délibérément).
Si on préfère suivre l'axe du collet, le Collet Die LEE paraît préférable, d'autant que la douille n'appuyant sur le shell-holder que par son propre poids, le début du serrage de la pince l'alignera sans résistance. Reste à savoir si les irrégularités du métal de collet ne vont pas en définitive ruiner tous les espoirs...
L'outil LEE ne me semble souffrir que d'un certain laxisme dans les cotes de la tige axiale, et d'une faiblesse du bouchon de fermeture. Peut-être aussi un manque de résistance des métaux, car un dispositif analogue en 35MF6Pb trempé à l'huile et revenu au jaune permet de manoeuvrer la presse comme une brute sans esquinter l'outil !
Toutefois, pour cet outil j'aurai peut-être tendance à abandonner la disposition LEE (pince en dessous enserrant la douille) pour celle autrefois étudiée par notre ami BRX (pince au dessus de la douille). Ceci plutôt pour des questions de souplesse d'utilisation pour des usages très particuliers (p. ex. rétreint en bas de collet pour caler la rondelle de cire d'une balle calepinée). Il est malheureusement difficile d'utiliser directement des pinces de machine-outil, de forme pourtant proche de la pince BRX, car les divers types et tailles standardisés ne collent pas trop bien avec un manchon de 7/8-14.
Pour privilégier l'axe général, le recalibreur à bushing s'impose (ou l'indroduction partielle dans un recalibreur intégral, qui revient à peu près au même, à part qu'on ne peut pas choisir le Ø exact de recalibrage du collet).
Même si les nombreux défauts listés plus haut ne s'avéraient pas en fait avoir des conséquences notables, on peut toujours essayer de voir comment y remédier ; et ensuite juger si la complication éventuelle "vaut le coup"...
Notre collègue BRX n'est pas avare d'informations, concernant ses travaux personnels passés ou présents, et divers brevets (exploités ou non) dont il a eu connaissance. C'est ainsi que j'ai découvert le principe de la "bague Balher", courte bague coulissant à frottement doux dans un manchon lisse, et se calant sur le corps de douille au point où les diamètres correspondent exactement ; point variable en fonction des cotes exactes de la douille, et s'y ajustant donc automatiquement...
J'ai bâti sur ce principe un système d'alignement de la douille, par un manchon alésé lisse contenant plusieurs bagues libres, à coulissement ajusté. L'une choisie pour se caler à la base, l'autre (peut-être facultative) centrant l'épaulement, la troisième étant un "bushing coulissant", avec une butée réglable en tête d'outil, sur le bouchon.
En montant dans l'outil, la douille s'enfile dans les bagues, repoussant le bushing (qui est plus petit que le collet tiré). Les diamètres sont choisis pour que les deux bagues prennent contact avec la douille (assurant ainsi le centrage) avant que le bushing n'arrive en butée. Les bagues continuent alors à monter avec la douille, et quand le bushing touche la vis de réglage le recalibrage commence, sur une douille préalablement centrée en 2 points éloignés, donc déjà alignée.
On remarquera qu'il suffit de modifier le réglage de butée pour recalibrer divers calibres voisins (p. ex. 300 Savage, 308, 30-06), sous réserve que l'épaisseur des collets s'accomode du même bushing.
J'ai déjà réalisé un certain échantillonnage de bagues, qui sont d'un usinage particulièrement simple, et avec une dizaine de bagues de chaque type on couvre une bonne partie des calibres usuels.
Pour des raisons de simplicité de fabrication, et pour éviter l'empilement d'éléments concentriques qui auraient cumulé les jeux, il n'y a aucun ressort et tout descend par gravité.
Ceci est l'un des défauts du principe, imposant un nettoyage régulier des éléments ; autre défaut, le libre coulissement exige un jeu d'au moins 3/100, ce qui diminue la précision intrinséque. Un ressort peut toutefois être ajouté au dessus, forçant la descente des 4 pièces ; la friction à la remontée est alors profitable, car elle conforte l'appui des bagues (En fait le poids du bushing suffit à tout faire redecendre avec la douille, et même sans ressort je n'ai pas encore eu de grippages).
Le plus sérieux défaut est la course morte nécessaire pour que les bagues se positionnent avant que le bushing n'entre en action. Sur une douille de 64 mm le résultat est excellent, mais avec une douille de 50 mm la bague de corps se trouve calée trop près de la bague d'épaulement, et l'alignement est nettement moins efficace.
Il faudrait séparer le mouvement de calage et le mouvement de recalibrage : laisser monter le bushing plus haut que nécessaire, et une fois la douille en place (shell-holder en butée contre la base du manchon, presque au PMH de la presse) le forcer à redescendre sous l'action d'un second levier monté au dessus de l'outil.
Complication certes, mais le dispositif de levier on ne le fabrique qu'une fois, et la réalisation des 3 bagues est tellement plus aisée que celle d'un recalibreur conventionnel...
D'autant que les bagues de corps et d'épaulement sont aussi utilisables pour le siégeage, en remplaçant simplement le bushing par un pousse-balle coulissant (plus éventuellement une bague guide-balle)... L'alignement de la douille est alors bien plus sûr qu'avec un "manchon flottant", qui souffre des inconvénients cités en 2) et 3).
Plusieurs vis de réglage avec écrou frein, spécifiques à chaque opération / calibre permettent de retrouver les réglages précédents.
L'expandeur n'est pas inclus ici, et peut-être passé dans une phase séparée (en expandeur "poussé"). Un expandeur "tiré" peut toutefois être suspendu à la plaque-butée ; au prix toutefois d'une complication d'usinage dont la rentabilisation n'est pas évidente...
Les bagues de corps et d'épaulement, soumises à peu d'effort, sont réalisées en acier mi-doux S300Pb ; le bushing en mi-dur 35MF6Pb, non trempé pour éviter les déformations (facile à refaire en cas d'usure).
Les bagues de corps sont alésées avec une conicité de 1/10 sur 10 mm, ce qui donne 2 diamètres utilisables, étagés de 1/10, selon le sens dans lequel on les place (la conicité a été calculée pour être plus faible que le corps de douille usuel le moins conique).
Les bagues d'épaulement ont un alésage plus conique afin d'élargir leur polyvalence (mais moins conique que les épaulements usuels les moins coniques, afin d'assurer que le contact soit ponctuel) ; 5 ou 6 bagues suffisent à couvrir la plupart des calibres.
Le profil d'entrée du bushing n'a pas encore été étudié sérieusement...
A noter que le principe de centrage par bague de corps n'est pas applicable aux douilles strictement droites, et que la bague d'épaulement s'avère illusoire sur les épaulements très réduits (44-40 WCF et autres WCF voisins, 9.3x74R, etc.).
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Outils MX (Recalibreur de collets)
Verchère Jeu 17 Mar 2016 - 6:31
Ce serait bien différent en production industrielle :
En décolletage on ne cherche pas à atteindre la cote du premier coup. On fixe arbitrairement les prises de passe sur une pièce, puis quand elle est terminée on la mesure et on rectifie le réglage ; il suffit de quelques pièces pour tomber juste, et ensuite des mesures régulières permettent de suivre la dérive des cotes, et d'anticiper les corrections de réglages.
En prévoyant une dernière passe "relativement" forte, on peut d'une pièce à l'autre modifier la cote de 1/100, et voir ceci reflété exactement sur la pièce. Ainsi, on pourrait envisager de sortir d'affilée 10 bagues étagées par 1/100, sans arrêter la machine (ceci pour les bushing ; pour les bagues de guidages il faudrait étager par 1/10). Le coût d'une bague unique serait alors tellement faible, qu'on pourrait les grouper par séries de 10 couvrant une certaine plage de diamètre.
En fait, l'essentiel du prix de revient pourrait bien se trouver dans la mesure, le marquage individuel des bagues, et la constitution des lots... Puis le circuit commercial.
Mais il est très peu probable que ça se concrétise !
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Outils MX (Recalibreur de collets)
deGuers Jeu 17 Mar 2016 - 15:26
J'ai lu et relu , en recherchant une faille . Je dois dire que c'est tout simplement bien pensé .
Pour chaque arme une prise d'empreinte de la chambre au Cerrosafe donnerait les indications pour le choix des diamètres des bagues , ou au moins une approche .
Le nettoyage des outils après chaque utilisation n'est pas une contrainte pour qui recherche la précision .
En armes longues et outillage standard , je suis un adepte du Shell Holder libre ( agrafe supprimée du bélier ) , mais honnêtement je ne saurais pas quantifier le gain de centrage SH / étui / balle .
J'attends la suite et les premières photos avec grand intérêt .
Ça ne serait pas une petite révolution en Bench Rest ?
deGuers- Pilier du forum
- Nombre de messages : 4592
Age : 71
Localisation : sous les tropiques ...
Date d'inscription : 23/12/2010
Fabrication du recalibreur "CCX"
Verchère Ven 18 Mar 2016 - 6:01
- Sur un tour conventionnel "d'outilleur", les temps de réglage seraient excessifs.
- Sur un tour de décolletage il faudrait au moins produire une journée entière pour amortir le temps de réglage, soit un bon millier de bagues des 3 types. Même si le programme est rusé, et permet de varier les cotes en cours de fonctionnement, ça représenterait une quinzaine de jeux couvrant la plupart des calibres ; pour 1/15 de "journée de tour numérique" chacun, ce qui fait pas mal de sous...
- Vu le faible marché potentiel, un décolleteur ne prendra pas le risque de fabriquer un stock échantillonné d'avance, pour l'écouler petit à petit...
- La seule solution serait un petit artisan disposant d'un tour numérique spécialisé et produisant déjà ce genre d'outils pour son propre usage. L'équipement, l'outillage et le tour de main étant déjà acquis et amortis à titre personnel, il pourrait en vendre un peu sur demande.
Je précise "tour numérique", car sur un ancien tour la cadence de production est trop lente pour faire plus que quelques bagues au cas par cas ; j'ai étudié le principe pour une production assez facile sans outillages spéciaux, mais exiger en plus la rapidité, ce serait trop ! Je compte toutefois l'atteindre en "numérisant" un ancien tour programmable par fiches, mais en attendant il est prévu de réaliser un porte-outils spécial (jumelant plusieurs outils) qui pourra faire plusieurs opérations sans perte des repères, afin d'enchaîner une série de bagues, ce qui nécessitera 3 ou 4 comparateurs simultanément en action, la précision des verniers étant insuffisante. J'ai déjà mis au point un bidule de ce genre pour usiner les pinces de Collet Die...
Mais pour vendre il faudrait que je sois déclaré à mon compte. Et ça j'ai déjà donné : plus jamais ! Alors ce sera limité aux cadeaux pour les copains.
Quant à la "perfection" du principe, des défauts j'en ai déjà trouvé quelques uns :
- moins efficace sur douilles inférieures à 55 mm,
- moins efficace sur douilles à épaulement peu marqué,
- en fort recalibrage de collet (p.ex. Lebel "N"), la propension du collet à se recalibrer de façon excentrique arrive facilement à vaincre l'alignement par la bague d'épaulement, en faisant monter celle-ci.
C'est sans doute correctible, mais les cas rebelles ne se satisferont sans doute pas de bagues polyvalentes définies par diamètre, et il faudra que certaines bagues soient spécifiques au calibre.
Choisir le diamètre exact des bagues d'après les cotes de chambre n'est pas réaliste, car la douille évolue progressivement en dimensions sous l'effet du fluage, pour arriver aux cotes exactes de chambre, et même 0.3 % de plus si on s'obstine à forcer comme une brute pour fermer... Il faut avoir un échantillonnage de bagues étagé en Ø, et au fil de l'évolution du lot tester celles qui guident le mieux...
Cela rend le principe peu attrayant si on ne recharge qu'un calibre, mais beaucoup plus intéressant si on veut se donner la possibilité de recharger un grand nombre de calibres, avec à chaque calibre nouveau des frais d'outils minimaux (ou plutôt un temps de fabrication réduit), un certain nombre d'éléments pouvant être repris d'autres calibres déjà traités.
Le système est plutôt adapté à celui qui fabrique ses outils lui-même ; c'est délibéré, il a été conçu pour ça *. C'est pourquoi la commercialisation n'est pas réellement prévue, et que le principe et éventuellement des cotes sont publiquement diffusés.
Le manchon fileté 7/8-14 et ses bouchons mériteraient toutefois une production commerciale **, car c'est beaucoup plus difficile à faire. Son alésage Ø 18 (comme Lynx) est particulièrement commode car on trouve de la barre de décolletage quasi rectifiée (Ø entre 17.98 et 17.97, parfois 17.96) qui, montée en pince de 18.0 (Ø courant) sur un tour d'établi "à pinces" *, permet de produire directement les bagues avec une concentricité très acceptable.
Se rabattre sur un manchon de Collet Die LEE serait chez nous bien moins commode, car il faudrait de la barre de 17.7 ou 17.8 (ils ne semblent pas très réguliers en cote). De plus, leur bouchon est assez faible...
* Conçu pour être assez facile à fabriquer sur n'importe quel tour d'atelier ou d'établi, même très vieux ou "made in China". A condition de savoir se servir du tour en question ! Et c'est bien là que réside le problème : si on trouve facilement un tour d'établi pour le prix d'un smartphone, ou de 2 à 10 jeux d'outils (selon leur qualité), on n'apprend pas à s'en servir sur Internet. Même ceux qui savent utiliser un tour moderne, auront bien des difficultés... Il faut connaître les bases, et faire du copeau, beaucoup de copeau, en étant bien plus exigeant que nécessaire ; cela peut être assez long.
** Pour la production commerciale de manchons, j'essaie de trouver une solution ; en attendant les manchons Lynx conviennent, mais ils ne sont pas si courants.
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Outils MX (Recalibreur de collets)
manitou Mer 7 Fév 2018 - 23:21
En faisant une recherche,
boum,je retombe ici,
je reste impressionné par tant de passion,
de theories et d essais,j avais oublié ces talents ,bravo
Les armes ont torturé mais aussi façonné le monde. Elles ont accompli le meilleur et le pire, enfanté l’infâme aussi bien que le plus grand, tour à tour rampé dans l’horreur ou rayonné dans la gloire. Honteuse et magnifique, leur histoire est celle des hommes.
Charles de Gaulle

manitou- Pilier du forum
- Nombre de messages : 4944
Age : 55
Localisation : 30
Date d'inscription : 04/07/2012
Re: Outils MX (Recalibreur de collets)
Verchère Jeu 8 Fév 2018 - 3:33
C'est aussi pour ça que les choses avancent lentement : je n'y travaille que quand j'ai un besoin spécifique. Le plus long n'est d'ailleurs pas d'usiner des outils de rechargement, mais de construire l'outillage nécessaire...
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Page 2 sur 2 • 1, 2
» Ruptures de collets en 30-284
» Rayures verticales sur collets
» puller collet
» Usinage des collets. Entre illogisme et réalité
TIR et COLLECTION Armes Règlementaires :: Le rechargement :: Poudres, presses, outils, composants et techniques de rechargement